帮助中心
用户须知
我们强烈建议您在打印下单前,仔细阅读以下打印须知,这将利于缩短您的订单处理时间,提高打印成功率和打印时效!
本须知详情如下,请仔细阅读:
一、本平台单次可上传10个文件,单个文件不超过100M。
二、为确保报价准确性,我们建议单个3D文件里只包含一个模型文件。
三、新用户下单前请先查看材料介绍,了解每种材料性能和可以进行打印的最低标准,并确认好打印材料。
四、如果您没有STL格式的3D文件,可参考文件格式转换方法。
五、异形文件的打印过程和后处理过程都较为复杂,可能会增加坏件率风险,我司会根据模型复杂度额外加收适当费用。
六、请在上传文件前对3D文件进行自检,检查是否符合设计规范,以免延迟订单处理速度;如果模型无法修复或需要拆件,瑞云智造提供收费的修复/拆件业务。
七、当您的产品体积较大而重量较轻时或者属于异形件,您的专属客服将会联络您进行人工重新报价。
八、单个图纸里面建议只放一个部件,如果放多个零件,请一定要备注:分件打印 或整件打印。
九、需精修后处理和克重较大的订单,不一定完全按所选交期交货,可能会相应延后。
十、系统默认下单人即是收货人,如不是同一个人,需在订单中备注清楚。
SLM须知
如果您是第一次接触金属3D打印工艺,请仔细阅读以下内容:
一、螺纹建议用攻牙,不建议直接打印(含内,外螺纹)。
二、壁厚低于0.5MM不保证能打印出来。
三、装配的产品间隙位单边需放0.1MM。
四、局部装配要求高的(如轴承孔/直径/平面装配位)要提前留出加工余量,再通过二次精加工配合。
五、金属打印高温烧结后有些细长,薄壁件,壳类等结构会有变形,金属打印优势在于结构复杂件,精度跟表效果 都会劣于机加工。
六、金属打印材质后处理:跟传统材料一样可以后续二次加工处理金属打印材料:目前金属打印比较成熟的材料有: 钛合金(TC4),铝合金(AlSi10Mg),不锈钢(316L),模具钢(1.2709)。
七、不锈钢和铝合金最常用于样品零件,模具钢最常用于模具异形水路,价格也很便宜。。
八、公差:不变形结构是100mm内±0.1-0.2mm左右,100mm以上可能达到±0.3mm,尺寸、 壁厚、结构 会对精度有影响。
导出STL文件
以下是使用不同软件,导出STL格式文件的具体方法:
序号
软件
导出STL文件方式
1
Auto CAD
输出模型为三维实体,XYZ坐标都为正值。命令输出“FACETERS”,设定FACETERS为1~10之间的数值(1为低精度),然后输出命令“STLOUT”,选择实体-Y,输出二进制文件-选择文件名
2
Iron CAD
右键单击原图模型-Part Properties(零件属性)-Rendering(渲染)-设定Facet Surface Smoothing(三角面片滑)为150-File(文件)-Export(输出)-选择STL
3
Alibre
File(文件)-Export(输出)-Save As(另存为:STL)
4
CAD Key
Export(输出)选择Stereolithography(立体光刻)
5
ProE
File(文件)-Export(输出)-Model(模型)-选择STL
6
ProE Wildfire
File(文件)-Save a copy(另存一个复件)-Model(模型)-选择STL
7
Unigraphics
File(文件)-Export(输出)-Papid Prototyping(快速原型)-设定类型为Binary(二进制)设定三角误差0.0025,临近误差0.12,开启自动法向生成,关闭法向显示,开启三角显示
8
I-DEAS
File(文件)-Export(输出)--Papid Prototyping File(快速成形文件)-选择输出模型-Select Prototype Device(选择原型设备)-SLA500.dat-设定absolute face deviation(面片精度)为0.000395-选择Binary(二进制)
9
Inventor
Save Copy As(另存复件为)-选择STL类型-选择Options(选择)设计为high(高)
10
MechanicaL
使用AMSTLOUT命令输出为STL文件。其中参数Angular Tolerance(角度差)、Aspect Radio(形状比例)、Surface Tolerance(表面精度)、Vertex Spacing(顶点间距)影响STL文件质量。所以就非常需要后面再次上传原始图档。
11
Rhino
File(文件)-Save As(另存为STL)
12
Solid Designer
File(文件)-External(外部)-Save STL(保存STL)选择Binary(二进制)模式-选择零件-输入0.001mm作Max Deviation Distance(最大误差)
13
Solid Edge
File(文件)-Save(保存)-选择文件类型STL
14
Solid Works
File(文件)-Save(保存)-选择文件类型STL
15
think3
File(文件)-Save(保存)-选择文件类型STL
16
3Dmax
File(文件)-Export(输出)-Save As(另存为:STL)
17
zbrush
(zplugin插件)-3D Print Hub(3D打印工具集)-选择STL-输入文件名-Save(保存)
设计规范
1. 文件实体设计要求
在做效果图渲染的时候,不需要考虑厚度问题,只要外观即可,但是如果需要打印出实物来,就需要在建模过程中思考这个问题了。创建的模型需要全是封闭的实体,而不是没有厚度的曲面或片面。
2. 壁厚要求
在您的3D设计文件中,模型的内、外表面闭合形成薄壁,如下图:

薄壁的厚度我们称为壁厚。壁厚直接决定了打印物品的强度,也关系着模型能否打印。
模型打印出来后,还需要经过去除支撑、打磨、喷砂等处理,这些工序决定了不同材料的最小壁厚要求,模型才是可打印的。
如果您的设计中存在较薄的支撑型薄壁区域,需要根据该区域的大小调整壁厚,具体如下(如薄壁区域大小在5*5mm以内,其最小壁厚为0.6,其他同理)。只有当壁厚达到最小壁厚要求,模型才是可打印的。
薄壁区域
(mm)
(mm)
5 * 5
10 * 10
50 * 50
100 * 100
200 * 200
最小壁厚
(mm)
(mm)
0.6
0.8
1
1.2
1.5
3、立柱最小壁厚要求
模型中,如果某个凸出部分的特征我们称之为立柱如下图:

去除支撑、打磨、喷砂等工序决定了最小立柱壁厚要求。在实际应用中发现金属3D打印的最小立柱的直径为0.3mm,并且0.3mm的立柱最高只能打印10mm的高度。如遇到极限尺寸的立柱可与工程师商讨是否可以打印。
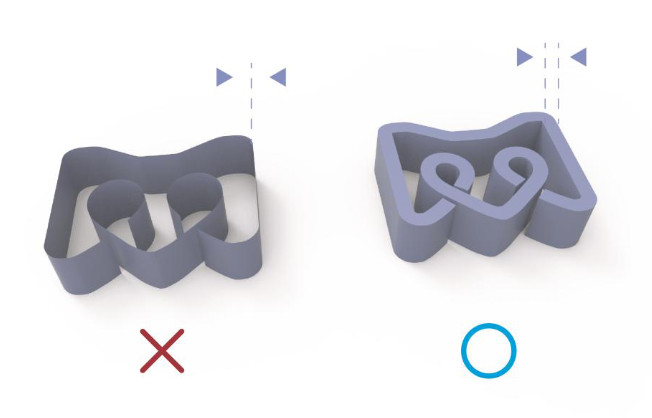
4、凹凸结构细节要求
模型中,如果某个凸起部分的特征我们称之为凸状细节,如下图:

最小凸状细节通常是由打印机的精度决定的。当凸状细节的高度或宽度小于最小凸状细节要求时,将无法准确地打印,无法进行打磨、喷洒等后处理。此时建议您增加高度/宽度、去除该部分或者选择其他合适的材料。通常凸状结构最小高度为0.2mm。
模型中,如果某个凹下部分的特征我们称之为凹状细节,如下图:

最小凹状细节通常是由打印机的精度决定的。当凹状细节的深度或宽度小于最小凹状细节要求时,将无法准确地打印,无法进行打磨、喷漆等后处理。此时建议您增加深度/宽度、去除该部分或者选择其他合适的材料。通常凹状结构最小深度为0.2mm
5、尖锐部分设计要求
典型尖锐表面的可以参考下图特征:
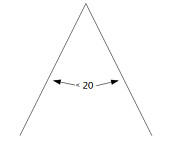
当壁厚较薄或者承载较大时,存在尖锐表面的模型很容易在去除支撑、打磨、包装和运输过程中损坏。
如存在尖锐表面,其角度需要大于20度。
如无法满足该要求,建议您增加尖锐表面的角度、去除尖锐部分或者更换其他材料。
6、间距设计要求
间隙是指任何两个零件、薄壁或者立柱之间的距离,如下图:
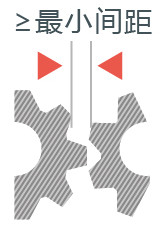
在设计中,两个部分的间隙需要大于最小间距要求,才能够正确打印。当间隙较小时,将无法清除其中的支撑材料,建议您增加间隙大小或者选择其他间隙要求的材料。
如果两个部分的独立性不重要,建议您合并为一个部分。一般单边的最小间隙要≥0.1mm。
7、螺纹
金属3D打印直接打印出的螺纹由于粗糙度不够,无法直接使用。可先打印出粗牙,再只用CNC进行光牙。或将有螺纹的结构在图纸中做成光柱或光孔,打印完成后利用扳牙或攻丝机进行螺纹的加工。
8、深孔/弯孔设计要求
如果您的设计中存在深孔、弯孔、盲孔等,如下图:
防止孔洞中的粉末在打印过程中融化成型,或在零件完成后需要孔内清洁,孔内直径要保持在6mm≥孔径≥1mm。